

The Ultimate Multi-Vendor Sourcing Strategy: Defeat Stockouts & Lower Supply Chain Risks
If you are relying on a single factory to produce your best-selling product, you are not running a supply chain—you are running a casino.
In recent years, procurement managers, COOs, and e-commerce founders have learned a brutal lesson: single-source dependency is a massive liability. Between sudden tariff hikes, geopolitical tensions, Red Sea shipping bottlenecks, and looming US port strikes, the global supply chain is more volatile than ever. A single disruption at your primary factory can lead to Q4 stockouts, catastrophic revenue loss, and permanent damage to your brand reputation.
The solution? A robust multi-vendor sourcing strategy.
In this comprehensive guide, we will break down exactly how to implement a dual-sourcing model, navigate the dreaded Minimum Order Quantity (MOQ) trap, and standardize your Quality Control (QC) across different borders. Whether you are scaling an Amazon FBA empire or managing procurement for a mid-market enterprise, you will learn how to build a resilient supply chain that protects your bottom line.

Table of Contents
1. Understanding Multi-Vendor Sourcing: The Basics
For decades, Western buyers obsessed over the "Just-in-Time" (JIT) manufacturing model. The goal was simple: find the cheapest supplier, consolidate all order volumes to get massive bulk discounts, and keep inventory lean.
Today, that model is dead. We have officially entered the era of "Just-in-Case" procurement.
A multi-vendor sourcing strategy (also known as dual sourcing or supplier diversification) involves contracting two or more independent suppliers to manufacture the exact same product or component.
Why is this critical right now?
Western buyers are currently hyper-aware of supply chain vulnerabilities. The driving psychological factor here is Loss Aversion. The fear of losing millions in Q4 revenue due to a factory shutdown heavily outweighs the minor administrative hassle of managing a second vendor.
- Geopolitical Insurance: Tariffs and trade restrictions can change overnight. Having a secondary supplier in a different region shields you from sudden geopolitical fallout.
- Negotiation Leverage: If Supplier A knows they are your only option, they dictate the pricing. When Supplier A knows Supplier B is actively producing 30% of your inventory, you regain control over pricing and lead times.
- Capacity Surges: When a product goes viral, a single factory rarely has the raw materials or labor to scale production instantly. Multiple vendors mean multiple production lines working in parallel.
2. Core Concepts Simplified
To successfully pitch and implement a multi-vendor strategy to your stakeholders, you need to understand the industry terminology. Let's translate these academic supply chain theories into plain English using practical analogies.
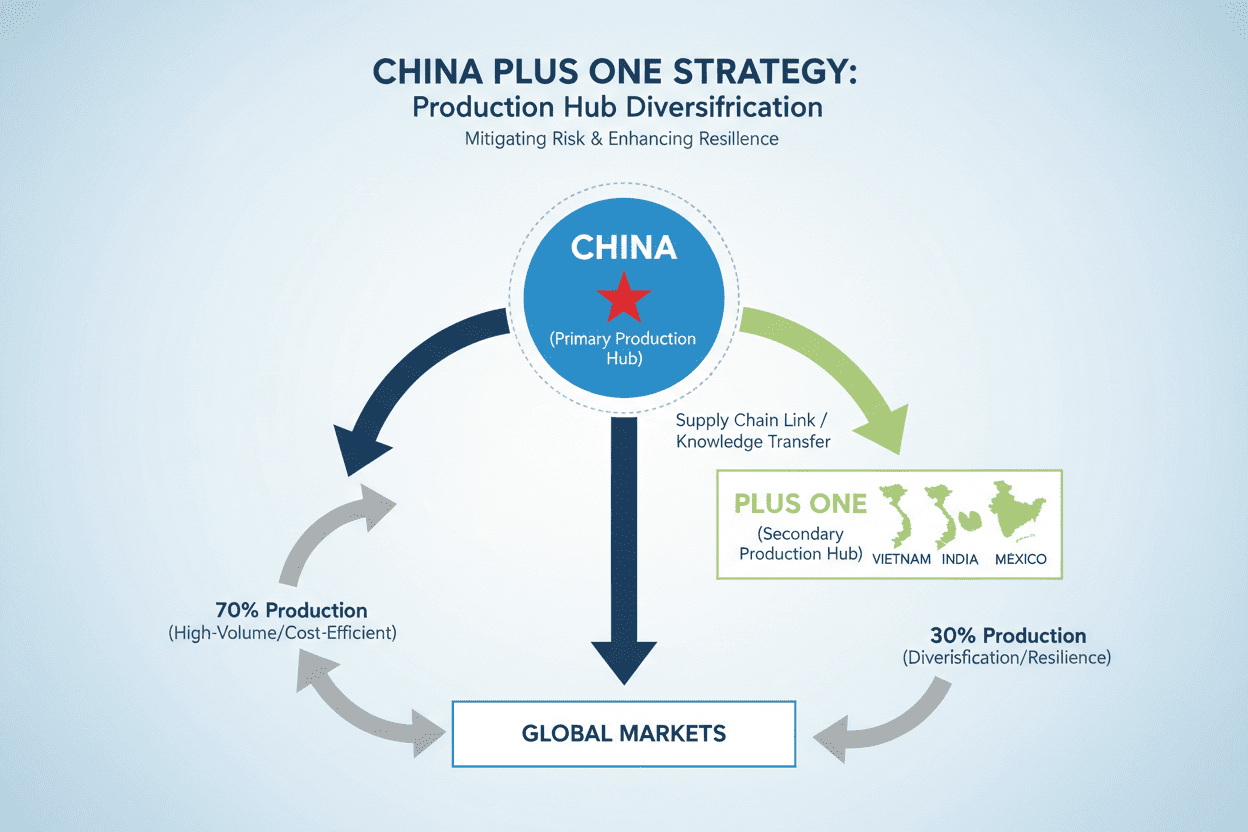
The "China Plus One" Strategy
Do not think of this as a political statement; think of it as basic business insurance. Just as you wouldn't put your entire retirement fund into a single volatile stock, you shouldn't put all your manufacturing eggs in one geographic basket.
The "China Plus One" strategy involves maintaining your primary, highly efficient manufacturing base in China, while shifting 20% to 30% of your production to a secondary country. Popular "Plus One" destinations include:
- Vietnam & India: Ideal for textiles, electronics, and consumer goods (Friendshoring).
- Mexico: Ideal for bulky items, automotive parts, and brands requiring rapid overland transit to the US (Nearshoring).
Total Cost of Ownership (TCO)
Many buyers fall into the trap of looking only at the FOB (Free on Board) price. If Factory A charges $5 per unit and Factory B charges $5.50, Factory A seems better.
However, TCO is like an iceberg. The unit price is just the visible tip. The hidden mass underwater includes:
- Freight and shipping fees.
- Customs duties and tariffs.
- The cost of delayed shipments (lost sales).
- Money lost on defective items and returns.
- Communication barriers and management time.
When you calculate the TCO, that $5.50 supplier in Mexico might actually be cheaper overall than the $5 supplier overseas, especially when you factor in zero ocean freight delays and lower import tariffs.
Vendor Redundancy (Dual Sourcing)
Vendor redundancy is exactly like having a spare tire in your trunk. You hope you never get a flat, but if you do, you can swap the tire and keep driving. A redundant supplier is fully vetted, holds your molds or tooling, and is ready to ramp up production immediately if your main supplier goes bankrupt, suffers a fire, or faces a regional lockdown.
Comparison Table: Single vs. Multi-Vendor Sourcing
| Metric | Single-Vendor Sourcing | Multi-Vendor Sourcing |
|---|---|---|
| Supply Chain Risk | 🚨 High: Total dependency on one entity. | ✅ Low: Risk distributed across regions. |
| Unit Cost (FOB) | 💰 Lowest: Maximum volume discounts. | ⚖️ Moderate: Split volumes mean slightly higher unit costs. |
| Negotiation Leverage | 📉 Weak: Supplier holds all the cards. | 📈 Strong: Suppliers compete for larger volume shares. |
| Agility & Scaling | 🐢 Slow: Limited by one factory's capacity. | 🚀 Fast: Multiple production lines can surge simultaneously. |
| Management Effort | 🟢 Low: Only one relationship to manage. | 🔴 High: Requires standardized QC and ERP integration. |
3. Step-by-Step Guide: Implementing Dual Sourcing
Transitioning to a multi-vendor model is daunting, especially for SMBs and mid-market buyers. The two biggest hurdles are minimum order quantities (MOQs) and maintaining consistent quality. Here is the exact, step-by-step playbook to execute this strategy flawlessly.
3.1 Overcoming the MOQ (Minimum Order Quantity) Trap
If you browse Reddit's r/supplychain or r/procurement forums, the number one complaint from SMB buyers is: "I can't afford to pay two factories their massive minimum orders. I don't have the cash flow to tie up in redundant inventory."
This is the MOQ Trap. If your total annual volume is 10,000 units, and both Factory A and Factory B demand a 5,000-unit MOQ, you are stuck forcing a 50/50 split, which might strip you of your volume discounts with your primary factory.
The Solution: The 80/20 Volume Split and Pilot Run Negotiation
You do not need to split your orders 50/50. The optimal multi-vendor strategy uses an 80/20 or 70/30 split.
- Primary Supplier (80%): Gets the bulk of your orders, ensuring you maintain your tier-1 pricing and VIP status.
- Secondary Supplier (20%): Acts as your backup.
To get the secondary supplier to accept a smaller order (below their standard MOQ), you must frame the relationship as a long-term partnership test, not a one-off favor.
📝 Negotiation Script Template for Secondary Suppliers
Use this exact email framework to negotiate a lower MOQ for your backup factory:
Subject: Long-term partnership inquiry / Trial order for [Product Name]
Hi [Supplier Name],
My name is [Your Name], and I am the [Your Title] at [Your Company]. We currently move [Total Annual Volume] units of [Product Name] per year.
We are actively looking to diversify our supply chain and add a secondary vendor to our roster for Q3/Q4 production. We have reviewed your catalog and are highly impressed with your manufacturing capabilities.
Before we transition a larger percentage of our annual volume, we require a pilot production run to test your quality control, communication, and lead times.
We would like to place an initial trial order of [Insert volume, e.g., 500 units - below their MOQ] at your standard MOQ pricing. If this pilot run meets our quality standards, we will integrate you into our permanent vendor matrix with a target allocation of [Insert future target, e.g., 3,000 units] for the next quarter.
Please let me know if you are open to this pilot run so we can send over our Tech Packs.
Best regards, [Your Name]
Specs/Data Table: Volume Allocation Matrix
How should you split your volumes based on your company size? Use this data table as a benchmark.
| Company Stage | Primary Supplier Allocation | Secondary Supplier Allocation | Strategy Goal |
|---|---|---|---|
| Startup / SMB | 80% - 90% | 10% - 20% (Pilot Runs) | Establish a backup without losing primary volume discounts. |
| Mid-Market ($10M-$50M) | 60% - 70% | 30% - 40% | Create active competition to drive down TCO and improve lead times. |
| Enterprise ($50M+) | 40% (Supplier A) | 40% (Supplier B) + 20% (Supplier C) | Total geographic diversification (e.g., China + Mexico + Vietnam). |
3.2 Standardizing Quality Control (QC) Across Different Factories
The golden rule of multi-vendor sourcing is simple: The end customer should never be able to tell which factory made their product. If a customer buys a product in May (made by Factory A) and buys a replacement in November (made by Factory B), the color, weight, texture, and packaging must be 100% identical.
To achieve this, you must eliminate "factory interpretation." You cannot just send a photo and a brief description to a new factory. You need airtight documentation.
1. Create a Universal "Tech Pack"
A Tech Pack (Technical Packet) is the blueprint of your product. It leaves zero room for translation errors. A robust Tech Pack includes:
- CAD Files & 2D Drawings: Exact millimeter dimensions and tolerances.
- Bill of Materials (BOM): Every single component, down to the specific brand of glue or type of screw required.
- Pantone Color Codes: Do not say "Navy Blue." Say "Pantone 289 C."
- Packaging Specs: Box thickness, barcode placement, and drop-test requirements.
2. Establish the "Golden Sample"
Before mass production begins at your secondary factory, they must produce a pre-production sample. Once you receive a sample that is absolutely perfect, you physically sign it with a permanent marker. This becomes the Golden Sample. You keep one Golden Sample at your headquarters, and you mail an identical, signed Golden Sample back to the factory. Third-party inspection agencies (like QIMA or V-Trust) will use this exact physical sample to pass or fail the mass production batch.
4. Expert Tips & Common Pitfalls to Avoid
Even with the right volume split and Tech Packs, managing multiple vendors requires finesse. Based on real-world supply chain failures and hard-earned experience, here are the pitfalls you must avoid.
Pitfall 1: "Ghosting" Your Backup Supplier
The biggest mistake buyers make is setting up a secondary supplier, running one small pilot order, and then completely ignoring them for a year because the primary supplier is doing fine. The Reality: If you ghost your backup supplier, they will reallocate their production lines to other clients. If an emergency hits and you suddenly demand 10,000 units, they will put you at the back of the line. The Fix: Keep the secondary supplier "warm." Feed them small, consistent orders (even just 10% of your volume) year-round so you remain an active, valued client in their ERP system.
Pitfall 2: Ignoring IP (Intellectual Property) Protection
When you share your CAD files and Tech Packs with a second factory, you double your risk of intellectual property theft. The Fix: Never rely on standard Western NDAs (Non-Disclosure Agreements) when sourcing overseas. If you are sourcing in China, you need a NNN Agreement (Non-Use, Non-Disclosure, Non-Circumvention) drafted by a local lawyer in both English and Mandarin. This prevents the factory from legally using your molds to produce white-label versions of your product for your competitors.
Expert Tip: Implement a Supplier Scorecard
You cannot manage what you do not measure. To justify the ROI of your multi-vendor strategy, you need to track factory performance objectively.
Implement a quarterly Supplier Scorecard (a grading system) for both Factory A and Factory B. Grade them on a scale of 1-100 based on:
- On-Time Delivery (40%): Did the goods leave the port on the promised date?
- Defect Rate (30%): What percentage of units failed the third-party QC inspection?
- Communication & Agility (20%): How fast do they reply to emails? How well do they handle sudden order changes?
- Cost Competitiveness (10%): Are they actively suggesting ways to lower the TCO?
If Factory B consistently scores a 95 while Factory A drops to an 80, you have data-driven leverage to shift more volume to Factory B in the next quarter.
5. Conclusion & Final Thoughts
Transitioning from a single-vendor model to a multi-vendor sourcing strategy is no longer just a tactic for Fortune 500 companies; it is a survival requirement for any modern product business.
While managing two factories requires more upfront work—negotiating MOQs, building rigorous Tech Packs, and tracking Total Cost of Ownership—the payoff is immense. You gain leverage in negotiations, protect your brand from catastrophic stockouts, and build a supply chain that can withstand global shocks.
6. Frequently Asked Questions
Q1: What is multi-vendor sourcing and why do I need it? A: It is contracting two or more suppliers to produce the same product. It protects your business from stockouts, geopolitical risks, and factory shutdowns.
Q2: What is the "China Plus One" strategy? A: Keep your primary manufacturing base in China while shifting 20–30% of production to a secondary country like Vietnam, India, or Mexico.
Q3: How do I overcome high MOQs with a secondary supplier? A: Propose a pilot run framed as a long-term partnership test. Use an 80/20 volume split to maintain your primary supplier's volume discounts.
Q4: How do I ensure consistent quality across factories? A: Create a universal Tech Pack with CAD files, BOMs, and Pantone codes. Provide a signed Golden Sample for inspectors to reference.
Q5: How do I maintain my backup supplier relationship? A: Keep them "warm" with small, consistent orders year-round so you remain an active client if an emergency surge is needed.
Quick Summary: Multi-Vendor Sourcing Playbook
| Phase | Action Item | Key Takeaway |
|---|---|---|
| Strategy | Adopt 'China Plus One' | Diversify geographically to mitigate tariffs and transit risks. |
| Negotiation | Implement 80/20 Split | Keep volume discounts with your main factory; use pilot runs for backups. |
| Quality | Create Airtight Tech Packs | Use Golden Samples and strict BOMs to eliminate factory interpretation. |
| Management | Keep Backups "Warm" | Continuously feed small orders to secondary vendors to maintain active status. |
| Evaluation | Use Supplier Scorecards | Grade vendors quarterly on delivery, defects, and communication to shift volumes. |
Your Next Step: Do not wait for the next global logistics crisis to hit. Take an audit of your top three best-selling products today. Identify the single points of failure in their manufacturing, and start drafting outreach emails to secondary suppliers this week. The peace of mind alone is worth the investment.
If you found this guide helpful, bookmark it for your next procurement meeting, or share it with your operations team to start building a more resilient supply chain today.